 Москва
Москва

0 шт.
0.00 руб.
Москва

 |
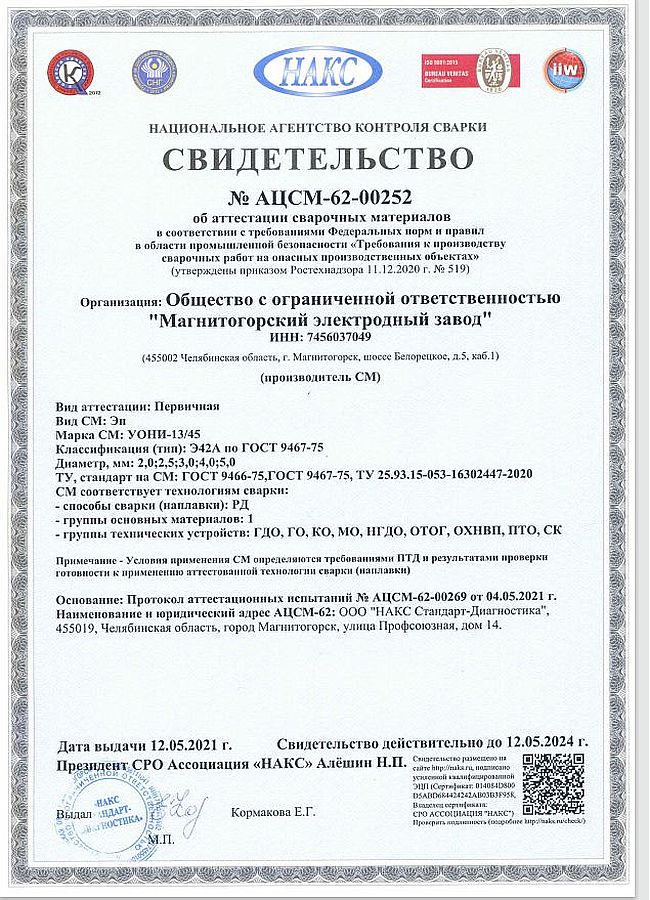
Применение: для ручной дуговой сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварного шва предъявляются повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Работы во всех пространственных положениях, кроме вертикального сверху вниз. Режим тока – короткой дугой, постоянным током обратной полярности. |


Сварочные электроды УОНИ-13/45 позволяют варить углеродистые и низколегированные стали, получая шов с низким содержанием водорода. В результате сведены к минимуму риски образования кристаллизационных трещин. Это позволяет использовать марку при монтаже ответственных конструкций, рассчитанных на эксплуатацию в условиях низких температур.
| ГОСТ 9466-75 ГОСТ 9467-75 ТУ 14-4-1855-2001 |
Э42А-УОНИ-13/45-Ø-УД Е 41 2 (4) -Б2 0 |
|||||||||||
| Рекомендуемые значения тока (А): | ||||||||||||
| Диаметр, мм | Пространственное положение сварки | |||||||||||
| нижнее | вертикальное | потолочное | ||||||||||
| 2,5 | 50-70 | 40-65 | 40-65 | |||||||||
| 3 | 80-100 | 70-90 | 70-90 | |||||||||
| 4 | 130-150 | 130-140 | 130-140 | |||||||||
| 5 | 170-200 | 160-180 | - | |||||||||
| Напряжение на дуге — 23-27 В Род тока — постоянный обратной полярности (на электроде плюс) Длина дуги — короткая, предельно короткая |
||||||||||||
| Характеристики плавления электродов: | ||||||||||||
| Коэффициент наплавки, г/Ач | 9,0-10,0 | |||||||||||
| Расход электродов на 1 кг наплавленного металла | 1,65 | |||||||||||
| Химический состав наплавленного металла | ||||||||||||
| Массовая доля элементов,% | ||||||||||||
| углерод | марганец | кремний | сера | фосфор | ||||||||
| не более | ||||||||||||
| 0,08-0,11 | 0,45-0,80 | 0,20-0,30 | 0,03 | 0,035 | ||||||||
| Механические свойства металла шва и наплавленного металла | ||||||||||||
| Механические свойства при температуре 20±10°С, не менее | ||||||||||||
| металла шва | сварного соединения | |||||||||||
| Временное сопротивление разрыву, σв, Н/мм2 | Предел текучести, σ0,2, Н/мм2 | Относительное удлинение, δ5, % | Ударная вязкость, КСU, Дж/см2 | Временное сопротивление разрыву, σв, Н/мм | Угол загиба град | |||||||
| 410 | 370 | 22 | 147 | 410 | 180 | |||||||
| Минимальная температура, при которой ударная вязкость КСV на образцах типа IX по ГОСТ 6996-66 составляет не менее 35Дж/см2 при температуре -300С. | ||||||||||||
 Сварочные трансформаторы
Сварочные трансформаторы
Сварочные трансформаторы служат для выполнения электродуговой сварки и наплавки металла покрытыми электродами.
 Сварочные инверторы
Сварочные инверторы
От классических трансформаторов и выпрямителей они отличаются большим функционалом, компактными размерами, легким весом и высокой производительностью.
 Краги сварщика
Краги сварщика
Краги относятся к основным защитным элементам экипировки сварщика. Они представляют собой термостойкие перчатки или рукавицы, предназначенные для предотвращения терм...
 Полуавтоматы
Полуавтоматы
Полуавтоматы предназначены для соединения металла с помощью специальной проволоки в среде инертных или активных газов. Используются как на поточных производственных линиях, так и на небольших ре...
 Электрододержатель
Электрододержатель
Электродержатель — устройство для фиксации электрода и управления им при сварочных работах. Держатель обеспечивает подачу электрического тока к электроду.
 Стальные канаты
Стальные канаты
Изготавливаются путем свивки отдельных металлических проволок различных диаметров. Внутри располагается сердечник, служащий опорой и амортизатором для внешних слоев....
 Советы начинающим сварщикам
Советы начинающим сварщикам
Сварка деталей из металла требует определенных знаний, умений и навыков. Все они приходят с практикой. Если вы – начинающий сварщик и не имеете опыта в этой работе, воспользуйтесь приведен...
 Сварочные аппараты
Сварочные аппараты
Группы сварочных аппаратов: бытовые, силой тока до 150 ампер; полупрофессиональные — 150–250 ампер, используемые на стройках и небольших производствах; профессиональные — более...



















